- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
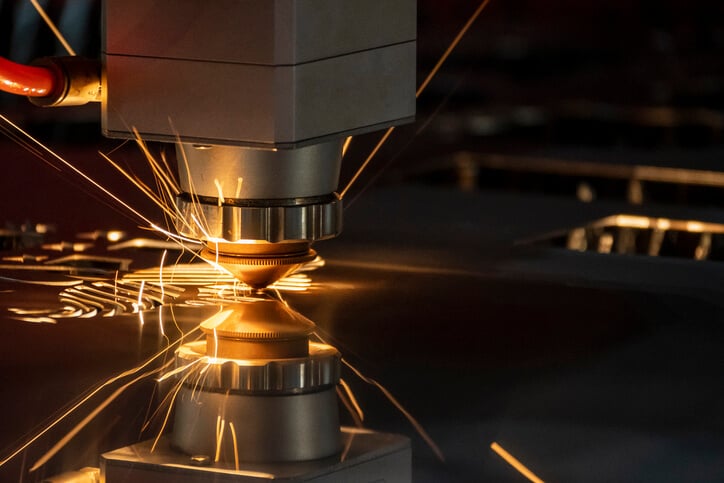
金属レーザー切断機の使い方
2024-04-19
金属のレーザー切断では、多くの場合、二次仕上げプロセスを必要とせずに高品質の切断が行われます。
しかし、多くの金属は反射性があるため、これらの課題をどのように克服すればよいでしょうか?
金属を切断するには最適なパラメータを設定する必要があります。
まず、金属をレーザー切断するためのデザインを準備します。切削要素の厚さをワークピースの厚さよりも大きくすることを常にお勧めします。これにより、設計の構造的完全性が保証されます。
また、特定の領域での熱の影を軽減し、金属の過熱を防ぎます。
金属レーザー切断機が良好な動作状態を維持できるように、金属の種類に応じて最適なパラメータを設定します。
レーザー出力
出力は、金属レーザー切断機の最も重要なレーザーパラメータの 1 つであり、さまざまな材料を切断するレーザーの能力を決定します。
出力が高いほど、レーザーの切断能力が向上します。
10mmを超える金属板を切断する場合は、切断能力1KW以上をお選びください。
切断速度
金属レーザー切断機の切断速度が生産性を左右します。速度が速いほど処理時間が短縮され、生産性が向上します。
厚い金属を切断する場合は、高出力と低速を使用するようにしてください。
切断速度を遅くすると、レーザーの滞留時間が長くなり、金属に吸収されるエネルギー量が増加し、金属を蒸発させるためにより多くの熱が発生します。
補助ガス
補助ガスは金属レーザー切断において重要な役割を果たします。切断プロセス中に発生する破片から集束レンズを保護し、良好な切断結果を得るのに役立ちます。
補助ガスも生産性の向上に役立ちます。
一般的な補助ガスには、酸素、窒素、空気が含まれます。
空気はこれらのアシストガスの中で最も安価であり、通常は集束レンズを保護しますが、金属切断の品質や速度には大きな影響を与えません。
酸素は金属の蒸発を促進し、切断速度を高めることができます。ただし、酸素との酸化反応を非常に受けやすい金属の場合、酸化層が形成される可能性があるため、酸素の使用は推奨されません。
窒素は最高の切断結果を得るのに有益であり、あらゆる金属に使用できますが、より高価です。
排気システム
排気システムは、切断プロセス中に発生する煙を処理します。切断プロセス中に発生する煙はオペレーターの健康を危険にさらし、切断効果に影響を与えます。
レーザーフォーカス
レーザーの焦点は、金属レーザー切断機の切断効果に影響します。厚い金属を切断する場合、レーザーの焦点をワークピースの厚さの 1/3 に設定できます。これにより最良の結果が得られます。
切断試験
金属レーザー切断機には、さまざまな金属を切断するためのさまざまなパラメータがあります。ワークピースを切断する前に、必ず同じスクラップ金属で切断をテストする必要があります。切断前の切断テストは、材料の加工特性を理解し、最適な切断力、速度、焦点などを見つけるのに役立ちます。これは、生産コストの削減にも役立ちます。